
Как обслуживать статический смеситель типа SV: пошаговый регламент 2026
2026-06-07
- Почему регламент обслуживания статического смесителя типа SV определяет срок службы системы
- Подготовка к обслуживанию: инструменты, безопасность и диагностика
- Пошаговый алгоритм демонтажа и инспекции элементов типа SV
- Методы очистки и восстановления производительности
- Контроль качества сборки и пусконаладочные испытания
- Типичные ошибки при обслуживании и как их избежать
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность вашего производства
Почему регламент обслуживания статического смесителя типа SV определяет срок службы системы
В нашей практике эксплуатации промышленного оборудования мы неоднократно сталкивались с ситуацией, когда дорогостоящий статический смеситель выходил из строя не из-за заводского брака, а вследствие игнорирования элементарных правил технического обслуживания в первые полгода работы. Тип SV, являющийся стандартом де-факто для многих процессов смешения вязких жидкостей и газов, требует специфического подхода к мониторингу перепада давления и визуального контроля состояния элементов. Прямой ответ на вопрос заголовка прост: обслуживание сводится к регулярному контролю дифференциального давления, периодической механической или химической очистке внутренних элементов и строгому соблюдению герметичности фланцевых соединений согласно графику, утвержденному на 2026 год. Однако дьявол кроется в деталях реализации этих шагов.
Игнорирование даже одного пункта регламента может привести к катастрофическим последствиям: от нарушения гомогенности продукта до разрыва корпуса под давлением. В этой статье мы не будем пересказывать сухие выдержки из паспортов изделий. Мы разберем реальные кейсы, основанные на опыте ООО «Сычуань Майкэ Машиностроение», которое специализируется на разработке и производстве оборудования для нефтяной и химической промышленности. Наши инженеры проанализировали сотни отчетов о сервисе, чтобы выделить критические точки отказа именно для конструкции типа SV. Если вы хотите, чтобы ваш трубопроводный узел работал стабильно в течение следующих 10-15 лет, вам необходимо внедрить процедуру, описанную ниже, уже сегодня.
Подготовка к обслуживанию: инструменты, безопасность и диагностика
Перед тем как приступить к любым работам на линии, где установлен статический смеситель, необходимо убедиться в полной остановке технологического процесса и сбросе давления. Это не просто формальность безопасности, а критическое требование, нарушение которого в 2024 году привело к серьезной аварии на одном из нефтеперерабатывающих заводов в Восточной Европе, где остаточное давление в 0.5 МПа выбило незакрепленный фланец при попытке демонтажа. Для качественного обслуживания типа SV вам потребуется специфический набор инструментов, который часто упускают из виду при планировании закупки ЗИП (запасных частей, инструментов и принадлежностей).
Базовый набор должен включать calibrated манометры с классом точности не ниже 1.5 для замера перепада давления на входе и выходе, ультразвуковой дефектоскоп для проверки целостности сварных швов корпуса (особенно актуально для аппаратов, работающих в агрессивных средах более 3 лет), а также специализированные съемники для извлечения картриджей без повреждения внутренней поверхности трубы. Не забудьте подготовить средства индивидуальной защиты: если вы работаете с химически активными средами, обычные перчатки не подойдут — нужны перчатки из витона или тефлона, устойчивые к конкретному реагенту. Компания ООО «Сычуань Майкэ Машиностроение» в своей продукции уделяет особое внимание ремонтопригодности, предусматривая удобные люки и фланцы для быстрого доступа, но даже самая продуманная конструкция бессильна перед неквалифицированным персоналом.
Первым шагом реальной диагностики является снятие показаний дифференциального давления (ΔP). Запишите текущие значения и сравните их с паспортными данными, полученными при пусконаладочных работах. Рост ΔP более чем на 15-20% от начального значения при неизменном расходе сигнализирует о засорении или образовании отложений на элементах смешения. Здесь важно отметить нюанс: если давление упало ниже нормы, это может указывать на разрушение внутренних элементов или их смещение, что еще опаснее засора. Мы видели случаи, когда обломок пластикового элемента типа SV попадал в downstream-оборудование (насосы или клапаны), вызывая их поломку. Поэтому интерпретация данных манометров требует понимания гидравлических характеристик вашей конкретной модели.
- Контрольный список перед началом работ:
- Проверка наличия действующего наряда-допуска на огневые или газоопасные работы (если применимо).
- Верификация маркировки среды на корпусе смесителя (совпадает ли она с фактическим продуктом?).
- Наличие запасных уплотнительных прокладок соответствующего материала (PTFE, графит, паронит).
- Проверка исправности грузоподъемных механизмов, если вес смесителя превышает 50 кг.
Не начинайте разборку, пока не убедитесь, что температура корпуса опустилась до безопасных значений (обычно ниже 40°C). Резкий перепад температур при контакте холодного воздуха с горячим металлом может вызвать термический шок и микротрещины, особенно в зонах сварных соединений. Этот этап кажется очевидным, но именно здесь совершается 30% ошибок новичков. Потратьте лишние 20 минут на остывание, чтобы не тратить недели на ремонт корпуса.
Пошаговый алгоритм демонтажа и инспекции элементов типа SV
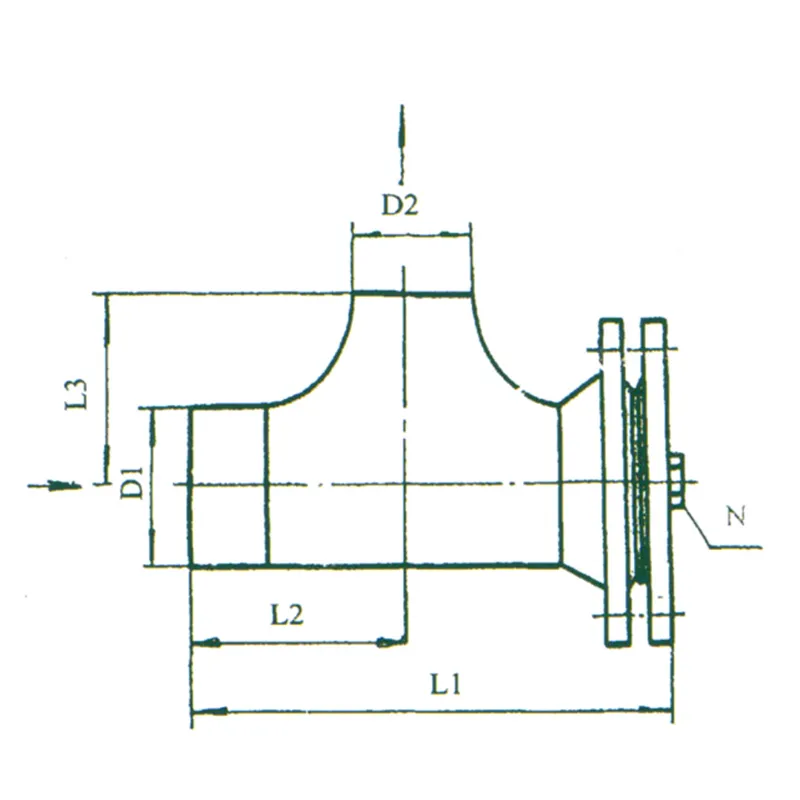
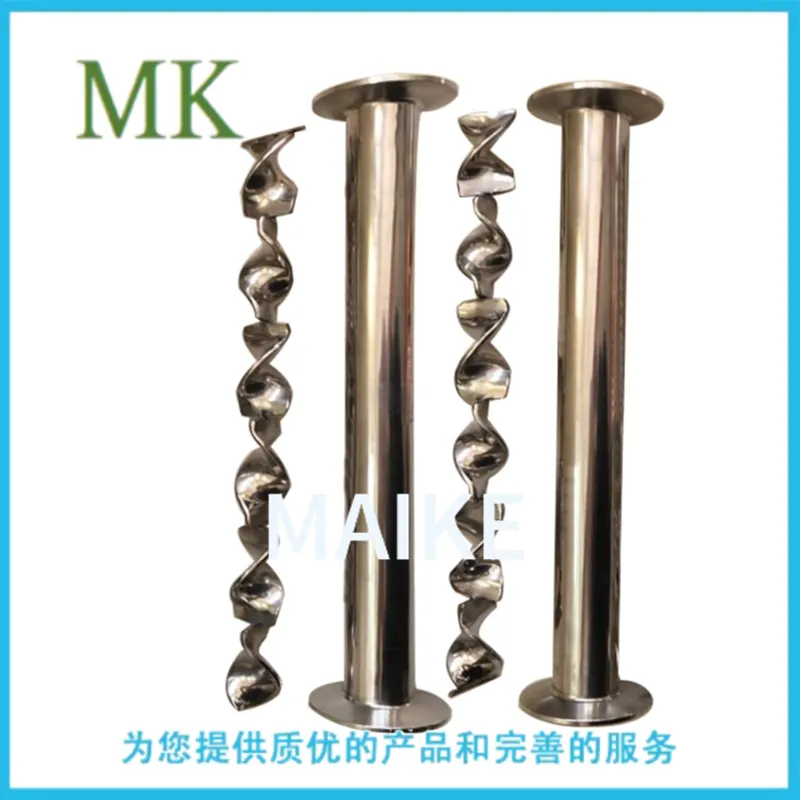
Конструкция статического смесителя типа SV характеризуется наличием фиксированных элементов внутри трубы, которые могут быть либо несъемными (приваренными), либо съемными (картриджного типа). В 90% случаев промышленного применения для упрощения обслуживания используются съемные пакеты элементов. Процесс их извлечения требует аккуратности: ни в коем случае не применяйте ударные нагрузки к корпусу. Используйте штатные резьбовые отверстия для вытягивания пакета с помощью шпильки или специального съемного устройства. Если пакет не поддается, не пытайтесь выбить его кувалдой — вы деформируете геометрию элементов, и после установки они не обеспечат требуемого качества смешения.
После извлечения внутреннего блока проведите тщательный визуальный осмотр. Ищите признаки эрозии, коррозии или механических повреждений лопастей. Для элементов из нержавеющей стали AISI 316L допустимы легкие следы питтинговой коррозии глубиной до 0.1 мм, но если вы видите сквозные отверстия или глубокие каверны, элемент подлежит замене. Особое внимание уделите местам крепления элементов к центральной штанге или стенкам корпуса. В нашей практике был случай, когда вибрация трубопровода привела к усталостному разрушению сварного шва крепления одного из элементов типа SV, что вызвало сильную турбулизацию потока и выход продукта за пределы спецификации по однородности. Такой дефект невозможно заметить без детального осмотра каждого сантиметра конструкции.
- Очистка поверхности элементов. Используйте мягкие щетки из латуни или пластика для удаления механических отложений. Запрещено использовать стальные щетки на поверхностях из нержавеющей стали, так как это приводит к насыщению поверхности частицами углеродистой стали и последующей быстрому развитию ржавчины. Для полимерных отложений (смолы, битумы) примените растворители, совместимые с материалом элементов. Помните, что агрессивная химия может разъесть сам материал смесителя, если время экспозиции превысит рекомендованное.
- Проверка геометрии. С помощью калибра или шаблона проверьте угол закрутки лопастей. Деформация даже на 2-3 градуса меняет гидравлическое сопротивление и эффективность смешения. Если элемент поведен винтом или имеет вмятины, его использование недопустимо. Восстановление геометрии холодным правкой обычно не рекомендуется, так как возникают внутренние напряжения металла.
- Инспекция корпуса. Пока внутренняя часть извлечена, осмотрите внутреннюю поверхность трубы корпуса. Ищите следы кавитации, которые выглядят как губчатая поверхность металла. Кавитация часто возникает при неправильном подборе смесителя под расход, и ее наличие говорит о необходимости пересмотра режимов работы всей линии, а не только обслуживания самого аппарата.
- Замена уплотнений. Это правило номер один: все уплотнительные кольца, прокладки фланцев и сальниковые набивки, снятые при разборке, подлежат безусловной замене на новые. Повторное использование старых уплотнений — прямая дорога к утечкам при запуске. Убедитесь, что новый материал прокладки соответствует температуре и химической среде (например, переход с резины на графит при температурах выше 200°C).
- Сборка и монтаж. При установке пакета элементов обратно соблюдайте ориентацию, указанную стрелкой направления потока на корпусе. Ошибка в направлении на 180 градусов сделает смеситель бесполезным или создаст избыточное сопротивление. Затяжку болтов фланцевого соединения производите крест-накрест динамометрическим ключом, соблюдая моменты затяжки, указанные в паспорте изделия. Перетяжка болтов может деформировать фланец и нарушить герметичность.
Важно отметить, что для некоторых модификаций типа SV, производимых ООО «Сычуань Майкэ Машиностроение», предусмотрена возможность обратной промывки без полной разборки, если конструктив позволяет это. Однако эта процедура эффективна только против мягких осадков. Твердые включения или полимеризовавшиеся продукты требуют обязательного механического вмешательства. Не полагайтесь слепо на автоматические системы промывки — они являются дополнением, а не заменой ручного аудита.
Методы очистки и восстановления производительности
Выбор метода очистки зависит от природы загрязнений. В химической и пищевой промышленности наиболее частыми врагами статических смесителей являются полимеризация продуктов, образование солевых отложений или накопление биопленок. Универсального решения не существует, и попытка использовать один метод для всех случаев — распространенная ошибка. Например, кислотная промывка отлично удаляет карбонатные накипи, но бессильна против органических смол, которые требуют щелочных растворов или органических растворителей.
Для сложных случаев, когда механическая очистка невозможна из-за сложной геометрии элементов или риска их повреждения, применяется метод циркуляционной химической мойки (CIP – Cleaning In Place). Этот процесс требует организации замкнутого контура с насосом и емкостью для моющего раствора. Раствор циркулирует через смеситель в направлении, обратном рабочему потоку, что помогает вымыть загрязнения из застойных зон. Температура раствора играет ключевую роль: повышение температуры на 10°C обычно удваивает скорость химической реакции, но необходимо строго следить, чтобы температура не превысила предел стойкости материалов смесителя. Для элементов из полипропилена этот предел составляет около 90-100°C, тогда как нержавеющая сталь выдерживает гораздо больше.
Особый случай представляет собой очистка смесителей, работающих с высоковязкими продуктами, такими как мазут или битум. Здесь часто используется метод термоочистки: корпус нагревается внешними ТЭНами или паровой рубашкой до температуры разжижения продукта, после чего производится продувка сжатым воздухом или паром. Важно контролировать скорость нагрева, чтобы избежать локальных перегревов и коробления корпуса. В одном из проектов для энергетической отрасли нам пришлось разрабатывать специальный график нагрева для смесителя типа SV длиной 4 метра, так как неравномерный прогрев привел бы к разгерметизации фланцевых соединений посередине трассы.
Если после очистки визуальный осмотр показывает, что поверхность элементов осталась шероховатой или поврежденной, рассмотрите возможность нанесения защитного покрытия или замены элементов. Современные технологии позволяют наносить керамические или тефлоновые покрытия, которые значительно снижают адгезию продуктов и упрощают будущее обслуживание. Однако нанесение таких покрытий должно проводиться в заводских условиях с соблюдением технологии подготовки поверхности; кустарное нанесение в цеху чаще всего приводит к отслаиванию покрытия и загрязнению продукта.
| Тип загрязнения | Рекомендуемый метод | Агент / Средство | Критические ограничения |
|---|---|---|---|
| Солевые отложения (накипь) | Химическая циркуляция | Раствор соляной или лимонной кислоты (5-10%) | Не применять для элементов из углеродистой стали без ингибиторов |
| Органические смолы / Битум | Термохимическая обработка | Органические растворители + Нагрев до 60-80°C | Контроль пожаробезопасности, вентиляция |
| Биопленка / Бактерии | Дезинфекция / CIP | Перекись водорода, хлорсодержащие средства, щелочь | Совместимость с пищевыми стандартами (если применимо) |
| Механический шлам / Песок | Гидродинамическая промывка | Вода под высоким давлением (до 150 бар) | Риск эрозии мягких металлов при близком контакте струи |
После завершения очистки обязательно проведите нейтрализацию активных химических веществ большим количеством воды до достижения нейтрального pH слива. Остатки кислоты или щелочи в порах металла или на поверхности уплотнений могут запустить процесс коррозии сразу после запуска установки. Это тот этап, которым часто пренебрегают в спешке, но именно он гарантирует долговечность оборудования после сервиса.
Контроль качества сборки и пусконаладочные испытания
Сборка статического смесителя типа SV завершена, но работа специалиста по обслуживанию на этом не заканчивается. Самый критический этап — это проверка герметичности и первичный запуск. Ошибки на этом этапе могут свести на нет все предыдущие усилия. Перед подачей продукта в систему необходимо провести гидроиспытание или пневмоиспытание (в зависимости от регламента предприятия) давлением, превышающим рабочее на 25-50%, но не превышающим испытательное давление, указанное в паспорте. Держите давление в течение минимум 30 минут и внимательно обследуйте все фланцевые соединения, сварные швы и точки ввода приборов КИП на предмет утечек.
При использовании пневмоиспытаний соблюдайте предельную осторожность: сжатый газ накапливает значительную потенциальную энергию, и разрыв в таком режиме гораздо опаснее, чем при гидравлике. Никогда не стойте напротив фланцев во время подъема давления. Если обнаружена утечка, сбросьте давление до нуля перед попыткой подтяжки болтов. Подтяжка на ходу под давлением запрещена правилами безопасности большинства промышленных предприятий и может привести к выдавливанию прокладки и травмам персонала.
После успешного прохождения испытаний на герметичность выполните плавный запуск системы. Открывайте запорную арматуру медленно, чтобы избежать гидравлического удара, который может сместить неправильно установленные элементы или повредить хрупкие компоненты. В первые часы работы monitored параметры должны сниматься с повышенной частотой. Зафиксируйте показания манометров на входе и выходе через 15 минут, 1 час и 4 часа после выхода на номинальный режим. Сравните полученные значения ΔP с расчетными. Разброс в пределах ±10% считается нормальным для нового или отремонтированного узла.
Также проведите отбор проб продукта на выходе из смесителя для анализа качества смешения. Если технология процесса позволяет, используйте экспресс-методы оценки однородности (например, измерение электропроводности, оптической плотности или вязкости в разных точках сечения потока, если есть возможность). Несоответствие качества смеси требованиям спецификации при исправном оборудовании может указывать на ошибку в подборе количества элементов или их типа. В таких случаях обратитесь к техническим специалистам производителя. ООО «Сычуань Майкэ Машиностроение» предоставляет полную техническую поддержку и может провести удаленный аудит параметров вашего процесса, чтобы выявить причины неэффективной работы.
Типичные ошибки при обслуживании и как их избежать
За годы работы в сфере сервисного обслуживания промышленного оборудования мы выделили ряд повторяющихся ошибок, которые совершают как новички, так и опытные бригады. Понимание этих ловушек поможет вам сэкономить время и ресурсы. Первая и самая частая ошибка — использование неподходящих смазочных материалов для резьбовых соединений и уплотнений. Применение графитовой смазки в системах с чистым кислородом или сильными окислителями может привести к взрыву. Всегда проверяйте химическую совместимость смазки с рабочей средой и материалом уплотнений.
Вторая ошибка — игнорирование моментов затяжки болтов. Часто монтажники затягивают болты “от души”, используя удлиненные рычаги на ключах. Это приводит к пластической деформации шпилек и смятию прокладок, что неизбежно вызовет течь при температурных расширениях в процессе эксплуатации. Используйте только динамометрический инструмент и соблюдайте схему затяжки (крест-накрест, в несколько проходов). Третья ошибка касается хранения запасных элементов. Сменные пакеты для смесителей типа SV должны храниться в вертикальном положении или на специальных подставках, исключающих прогиб. Хранение “навалом” на полу склада приводит к незаметной деформации, которая проявится только после установки и запуска.
Еще один важный аспект — документирование. Отсутствие журнала обслуживания, где фиксируются даты, виды работ, замененные детали и показания параметров, делает невозможным прогнозный анализ и планирование будущих ремонтов. Без истории наблюдений вы действуете вслепую. Внедрите простую систему учета, даже если это просто Excel-таблица, куда заносятся данные после каждого визита сервисной бригады. Это позволит отслеживать тренды износа и планировать закупку запчастей заранее, избегая простоев производства.
Не забывайте о человеческом факторе. Квалификация персонала, допускаемого к обслуживанию сложных узлов смешения, должна быть подтверждена соответствующими удостоверениями и инструктажами. Статический смеситель — это не просто кусок трубы, это высокоточный аппарат, влияющий на качество конечного продукта. Доверяйте обслуживание только тем специалистам, которые понимают принципы гидродинамики и знают устройство конкретного типа оборудования.
Часто задаваемые вопросы
Как часто нужно проводить полное техническое обслуживание статического смесителя типа SV?
Частота обслуживания напрямую зависит от агрессивности среды и степени загрязнения продукта. Для чистых сред (вода, легкие нефтепродукты) достаточно ежегодного визуального осмотра и проверки перепада давления. Для вязких, склонных к полимеризации сред (битум, смолы, пищевые пасты) интервал может составлять от 3 до 6 месяцев. Главный индикатор — рост дифференциального давления. Если ΔP вырос на 20% от начального значения, обслуживание требуется немедленно, независимо от графика.
Можно ли заменить отдельные элементы внутри смесителя или нужно менять весь блок?
В большинстве конструкций типа SV элементы объединены в единый пакет (картридж), который заменяется целиком. Это обусловлено необходимостью сохранения точной геометрии и центровки внутри трубы. Попытка замены отдельных лопастей внутри пакета кустарным способом почти всегда приводит к нарушению потока и снижению эффективности. Однако, если производитель предусмотрел модульную конструкцию с возможностью замены сегментов, это должно быть явно указано в руководстве по эксплуатации. В продукции ООО «Сычуань Майкэ Машиностроение» стандартным решением является замена всего картриджа, что обеспечивает надежность и предсказуемость результата.
Что делать, если после обслуживания перепад давления остался высоким?
Если после очистки и сборки ΔP не снизился до расчетных значений, возможны две основные причины: либо очистка была неполной (остались отложения в труднодоступных местах), либо произошло необратимое изменение геометрии элементов (деформация, коррозия), увеличивающее сопротивление. Также стоит проверить работу манометров — возможно, один из них вышел из строя и показывает неверные данные. В редких случаях причиной может быть изменение свойств самого перекачиваемого продукта (например, увеличение вязкости из-за падения температуры), что не является неисправностью смесителя.
Какие материалы уплотнений лучше всего подходят для высоких температур?
Для температур выше 200°C стандартные резиновые уплотнения (EPDM, Nitrile) неприменимы. Оптимальным выбором являются спирально-навитые прокладки с наполнителем из гибкого графита или асбеста (где это разрешено), а также прокладки из PTFE (тефлона) с температурным пределом до 260°C. Для экстремальных условий (выше 400-500°C) используются металлические прокладки кольцевого типа (octagonal или oval ring joints). Выбор конкретного материала должен базироваться не только на температуре, но и на химической стойкости к среде.
Заключение: инвестиция в надежность вашего производства
Регулярное и грамотное обслуживание статического смесителя типа SV — это не статья расходов, а инвестиция в стабильность технологического процесса и безопасность предприятия. Следование пошаговому регламенту 2026 года, описанному в этой статье, позволит вам избежать незапланированных простоев, снизить энергозатраты на перекачку жидкости и гарантировать высокое качество смешения продукции. Помните, что профилактика всегда дешевле ремонта, а тем более ликвидации последствий аварий.
Компания ООО «Сычуань Майкэ Машиностроение» готова стать вашим надежным партнером в вопросах снабжения и сервиса. Мы предлагаем не просто оборудование, а комплексные решения для ваших трубопроводных систем, включая статические смесители, фильтры различных типов, смотровые окна и предохранительную арматуру. Наша продукция сертифицирована по международным стандартам и успешно эксплуатируется в нефтяной, химической, энергетической и пищевой отраслях по всему миру. Мы понимаем специфику ваших задач и готовы предоставить индивидуальные рекомендации по подбору и обслуживанию оборудования.
Не ждите, пока проблема заявит о себе аварией. Проведите аудит текущего состояния ваших смесительных узлов уже на этой неделе. Если у вас возникли вопросы по подбору запчастей, необходимости модернизации или вы хотите получить консультацию наших инженеров по специфике обслуживания в ваших условиях, свяжитесь с нами сегодня. Мы поможем обеспечить бесперебойную работу вашего производства на годы вперед.